

How Custom PLC Programming Saved a Press Brake (And How It Could Save Yours Too)
There’s a moment every machine shop dreads: when a critical piece of equipment goes down, and nobody knows how to bring it back. No prints. No backup. Just silence where there should be motion. That’s where I come in.
A client of mine recently purchased a used press brake that came retrofitted with an Allen-Bradley MicroLogix 1400 PLC and HMI. Not long after installation, the HMI threw up a low battery warning. Seemed like a simple fix—replace the battery. But the battery swap was done with the power off. And here’s the kicker: on this model of PLC, pulling the battery without power wipes the entire program.
That press brake, a major investment, was now a glorified paperweight. The original OEM used a mechanical scale, but the retrofit had upgraded everything: a linear position sensor fed real-time data to the PLC, and the HMI let operators set scale limits. With no PLC program, none of it functioned.
Worse still, the company that did the retrofit? Gone. No backups. No documentation. Just a dead machine and a very real problem.

Rebuilding from Zero
When I was called in, I had nothing to go on but a basic description of the original controls from the operator’s manual:
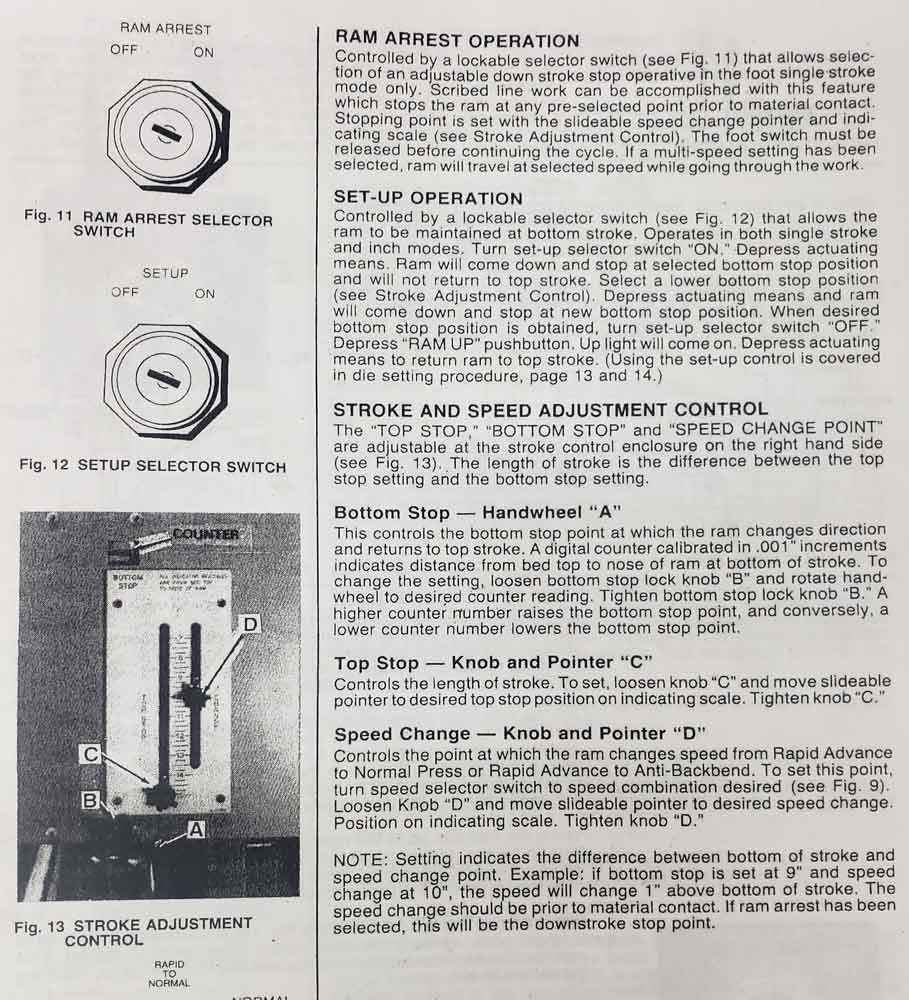
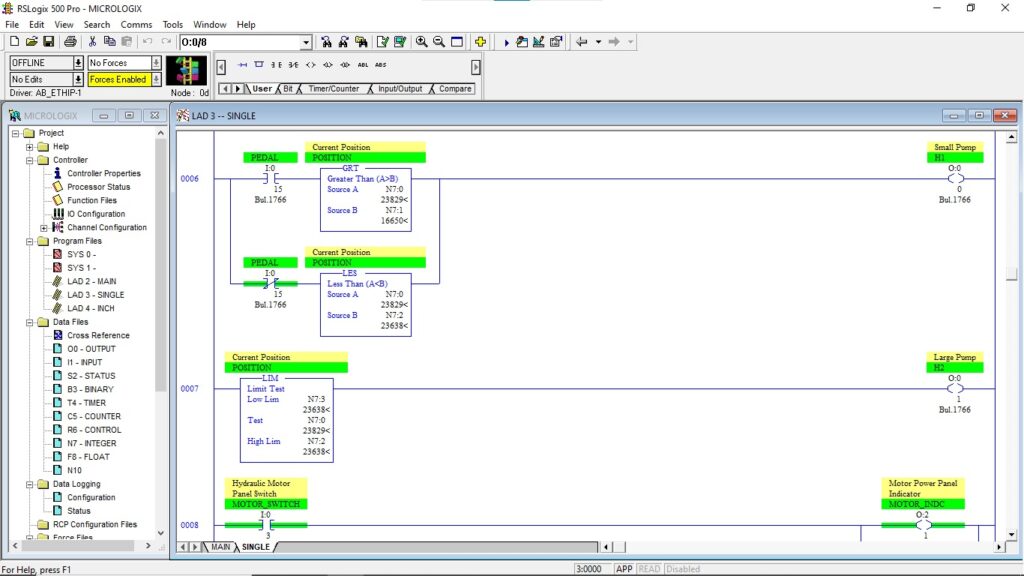
But that was enough. I reverse engineered the hydraulic valve sequence, rewrote the control logic and restored the machine to a functional state.
How did I develop the program?
I Built a Test Rig in My Own Shop
To visualize the machine’s operation and test my logic in real-time, I recreated a small-scale version of the machine on my bench. I hooked the Position Sensor, PLC and HMI to a linear actuator with relays. I simulated the ram movement to observe the position sensor at key moments in the stroke. Before I returned to the site, I had a working prototype running:
The Result? Instant Boot-Up
When I reinstalled the components on-site, the machine fired up clean. The only tweak needed was scaling the sensor input to match the real-world dimensions of the hydraulic cylinders. But I didn’t stop there. I added features to increase parts output with perfect accuracy:
Real Features for Real Work
I let the operator run the machine so I could observe his workflow, I added some refinements:
- Inch Mode: tap the foot pedal to move the ram in small increments—perfect for setup.
- Single Stroke Mode: full stroke while the pedal’s held down; stop mid-stroke, and it returns.
- Rapid Advance: moves the ram at high speed until close to the workpiece.
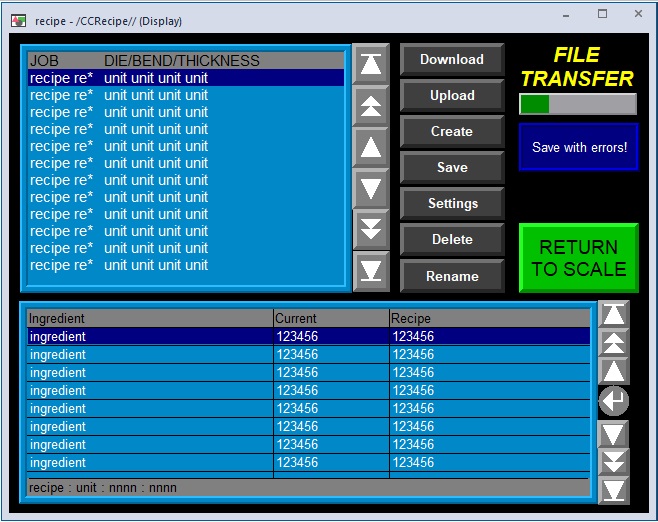
All of these were added to a custom recipe system—letting the operator store and recall job presets for different materials. That means faster changeovers, repeatable bends, and higher throughput with less setup.
This Isn’t Just a Press Brake Story
If you’re reading this and thinking, “Glad that wasn’t my machine,” take a second look around your floor. Got a piece of equipment with no documentation? Legacy controls with flaky behavior? Planning to buy something used or retrofit what you’ve got?
Whether it’s a press brake, conveyor system, injection molder, or something totally unique—I can make your equipment smarter, faster, and more reliable.
Don’t wait for downtime. Let’s bring your machines back to life—and take them further than they were ever designed to go.